1、项目概况
1.1 餐厨垃圾处理
1.汽车衡称重信号采集系统1.2 污水处理
2.餐厨垃圾原料贮存及抓料系统
3.垃圾一二三级输送分选系统
4.加热罐自动化进料排料系统
5.三相分离机远程监控系统
6.水相、油相、固相输送贮存系统
1.原水贮存到出水生产线监控系统1.3 生产线视频监控系统
2.沼气发生及贮存、使用过程监控系统
1.4 手机云端远程监视系统
2、自动化控制方案
餐厨垃圾处理工厂全厂自动化系统主要由以下几个部分组成:垃圾生产线集中控制系统、生产线关键点视频监控系统、手机云端远程移动监视系统,生产线控制系统主要用于控制连续生产过程,集中管理,分散控制,通过设置必要的检测仪表和执行部件,结合控制系统和合理的控制方案,达到优化生产过程,减少工作量,提高产品质量的目的。视频监控系统主要用于对现场关键设备、重要流程进行远程监控,取代人工盯岗,减少劳动用工的目的。手机远程监视系统主要通过对生产线关键数据参数传输到云端,管理人员或主要技术人员可以在全国任何地点任何时间对这些数据进行监视,对岗位上的异常变化,对生产线上发生的突发事件能够及时掌握,并可进行远程指导操作人员,提高生产线的稳定性。
垃圾生产线集中控制系统主要包括一套集散控制系统(DCS)、现场仪表、控制阀门和低压电气系统,现场仪表采集的信号传输到DCS,经过运算后,发出控制指令给控制阀门或电机,执行相应开关启停动作,操作人员通过电脑监视生产线整个过程,在控制室就可以对现场设备进行操作,不必到现场。
DCS根据生产线的规模设置一对或两对控制器和若干输入输出卡件,根据岗位需要设置操作站两到三台,垃圾处理线属于非防爆环境,输入输出信号不必考虑防爆。
视频监控系统由监控探头、硬盘录像机和大屏幕监视器组成,监控探头的数量可根据生产实际进行设置,初步确定垃圾生产线设置16路,污水生产线设置16路,大屏幕安装在集中控制室,两块55寸大屏幕挂在操作站后面墙上。
手机云端远程监控系统主要由DCS操作站OPC服务器、云端数据转发器、手机端APP组成,根据数据传输量可以选择不同的规模,本方案拟选用500点规模。
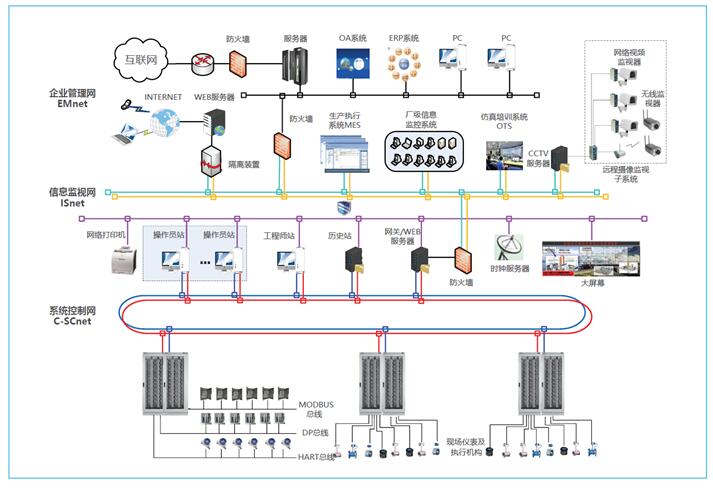
工厂整体系统架构参考图示。
3、CPAC系统特点
工厂自动化整体采用上海新华科技CPAC DCS系统,本系统特点如下:
3.1 硬件特点
〇简洁的机柜布置,创新的外观和结构设计
〇基于恶劣工业环境设计,通过CE/FCC/G3认证,极强的抗干扰和抗腐蚀能力
〇控制器深度自检、故障无扰切换,集成2路以太网和8路IO通讯接口,先进的嵌入式实时操作系统,最小扫描周期50ms
〇全面支持HART等现场总线协议
〇I/O模块冗余供电,通道级多重隔离,支持冗余配置
〇I/O模块地址自适应,可在线热插拔I/O模块通道级自诊断、主动报警及失效安全设计
〇DI模块通道接地检测,标配48VDC查询电压
3.2 软件特点
〇采用全新可视化界面风格,集成化一体式(All-In-One)组态环境
〇采用全动态点目录,系统自动维护,可在线编辑,确认后即时生效,无需下装重启人机接口站
〇控制器加载嵌入式多任务实时操作系统,采用优化后的同步调度机制,提升控制实时性和确定性
〇强大的自定义功能块,可离线修改、在线下装、即时生效,易于客户二次开发
〇基于XML的配置模式,有利于工程备份和复制,便于查看、编辑、搜索和扩展
3.3 网络特点
〇简洁可靠的对等网络架构,不设核心服务器,不存在通讯瓶颈
〇独创的实时网络与非实时网络分流技术,保证实时数据的快速性和确定性
〇柔性分域,支持广播和组播协议,保证在超大规模应用时网络和控制器的低负荷率
〇采用自主化的安全型工业交换机,支持白名单协议,加强对网络的监测和管控,提升系统的固有安全特性
〇网络通讯模块级冗余配置,I/O通讯采用高速同步串行通讯协议〇采用NTP技术对所有节点进行校时,校时精度可达10ms
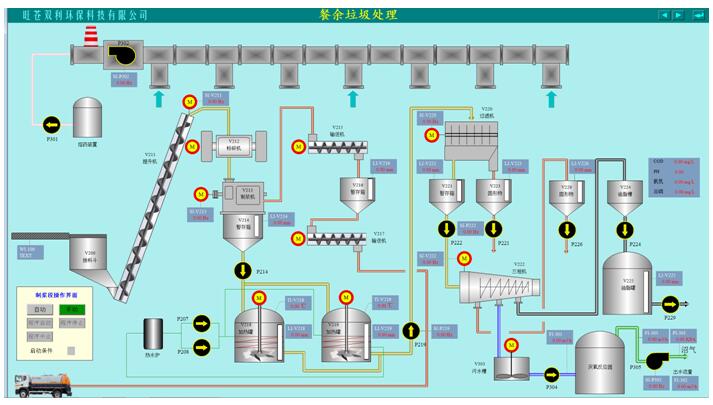
4、实时画面