本项目是某公司炼化一体化项目中的煤运及输渣PLC系统,包括:煤运装置、输渣装置等配套工程。项目总过程点数2000点。
本项目PLC采用罗克韦尔(Rockwell)自动化的ControlLogix系统。该系统,是罗克韦尔自动化公司推出的功能强大的控制系统,它凝聚了许多最新的技术和概念,从而被业界推崇为未来控制系统的发展方向。
二、系统概述
1、ControlLogix系统结构
ControlLogix在整个系统中都设计有通讯功能,利用独特的ControlBus底板为整个系统创建通信网关,为一种高性能无源多主总线,ControlBus在同一机架上的任何模块或所有模块间起着传递信息包的管道作用。有如下特色:
。网络间的桥接不需要可编程控制器
。机架中可以任意排列和配置任何数量的控制器、I/O或通信模块。
。可以带电插拔(RIUP)任何模块,维修故障模块时,系统的其余部分能照常运行。
。处理器内多CPU结构。独立的CPU用于控制,独立的CPU用于程序处理、通讯和I/O扫描。在大容量处理时候依然能够保证系统的高性能。
2、系统软件
组态软件:RSLogix 5000 专业组态软件(工程师站),含Rslinks Getway
RSLogix 5000 软件包是用于罗克韦尔自动化集成架构系统(即具有全集成控制、网络、可视化和信息技术的生产控制和信息系统)的设计和组态软件。罗克韦尔自动化集成架构系统可为离散控制、过程控制、批次控制、运动控制、驱动控制和安全控制等各种应用提供所需的全部控制功能和信息
上位机组态开发软件:FT View Studio SE
FactoryTalk View Site Edition 是一个集成软件包,用于开发和运行涉及可能分布在整个网络内的多个用户和服务器的人机界面 (HMI) 应用程序。提供了创建强大、可靠过程监视和控制应用程序需要的所有工具。
在 FactoryTalk View Studio 中,可以创建能反映现场或者 过程的 FactoryTalkView SE 网络分布式、网络站点或本地站点应用程序。
使用 FactoryTalk View Studio 的编辑器可以创建和测试所需的应用程序组件。然后,设置 FactoryTalk View SE Client,从而让操作员在部署完应用程序后与之交互。
3、ControlLogix主控制器:1756-L73
Controllogix中最先进的L7X系列处理器,他的闪速内存可以在断电后依旧保存用户程序,并且在处理器软件增加新的功能后,用户只需通过软件即可将处理器升至最新版本。最大限度保证了用户的投资。所有ControlLogix处理器都经过如下认证: CSA Certified,CSA Class I,Division 2,Group A,B,C,DUL Listed,并且可以用于SIL2的安全场合,在石油平台上用了我们大量的该 系统也证明了Logix系列的可靠性和高指标。此外,Controllogix处理器还具有如下丰富的特点和功能:
。易于使用的标签寻址方式。
。符合IEC1131-3的操作系统提供多任务系统。可定义多达32个不同任务,满足控制不同对象及工艺的要求。
。强大的数据系统。支持多维数组和用户定义数据结构。
。可与分离网络模块匹配。同时可连接ETHERNET,CONTROLNET,DEVICENET等网络
。强大的I/O处理能力。
。高速程序及数据处理能力,1K指令仅需0.06毫秒。
。丰富的指令系统,除AB原有的指令集外,还包含有运动控制及过程控制指令集。ControlLogix采用了动态内存分配技术,不限制用户使用多少程序、数据、定时器、计数器等等,用户只受一个总内存限制。
。可靠的控制性能;
三、系统配置说明
下面的结构示意图可以让您更直观的了解该项目的配置情况:
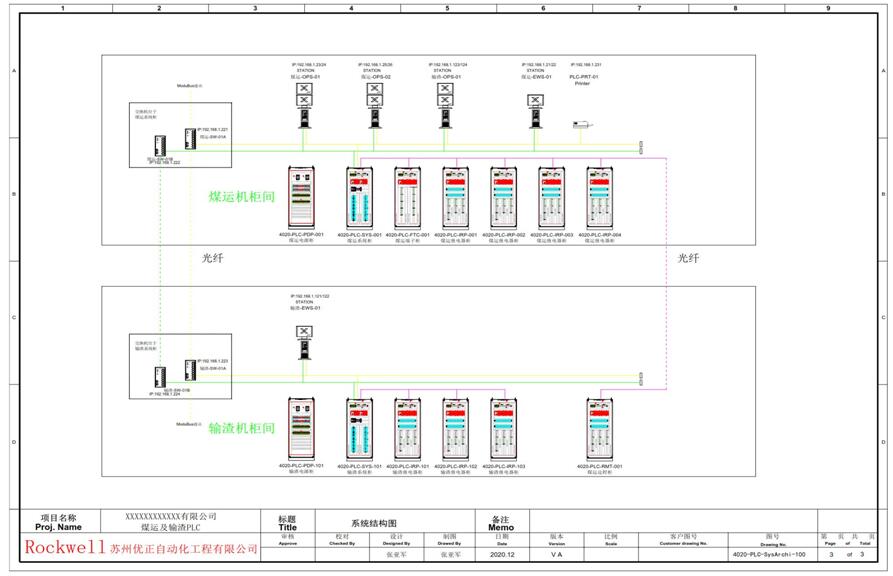
系统配置时遵循了控制器冗余原则,PLC 严格按照 CPU、电源、以太网卡 1:1 冗余配置,并提供独立的冗余模块,采用光纤同步传输速度不小于 300Mbps,冗余 CPU 之间实时保持数据同步传输,保证在出现故障时,CPU 间无扰切换,所有 CPU、通信模块、IO 模块支持热插拔。 远程 I/O 通过以太网环形网络(单冗余网络)连接到 CPU,保证远程 IO 网络故障后,在 3ms 内快速恢复,实现现场级网络冗余。
每个操作站都有独立的计算机主机,操作站可互为后备,具备工作冗余功能。
1、现场控制室和机柜室
本项目主装置采用现场控制室和现场机柜室共同设置的方式。现场控制室设置各装置操作站,控制站及工程师站。操作管理人员在现场控制室完成生产装置的控制、监测、报警及报表等工作。
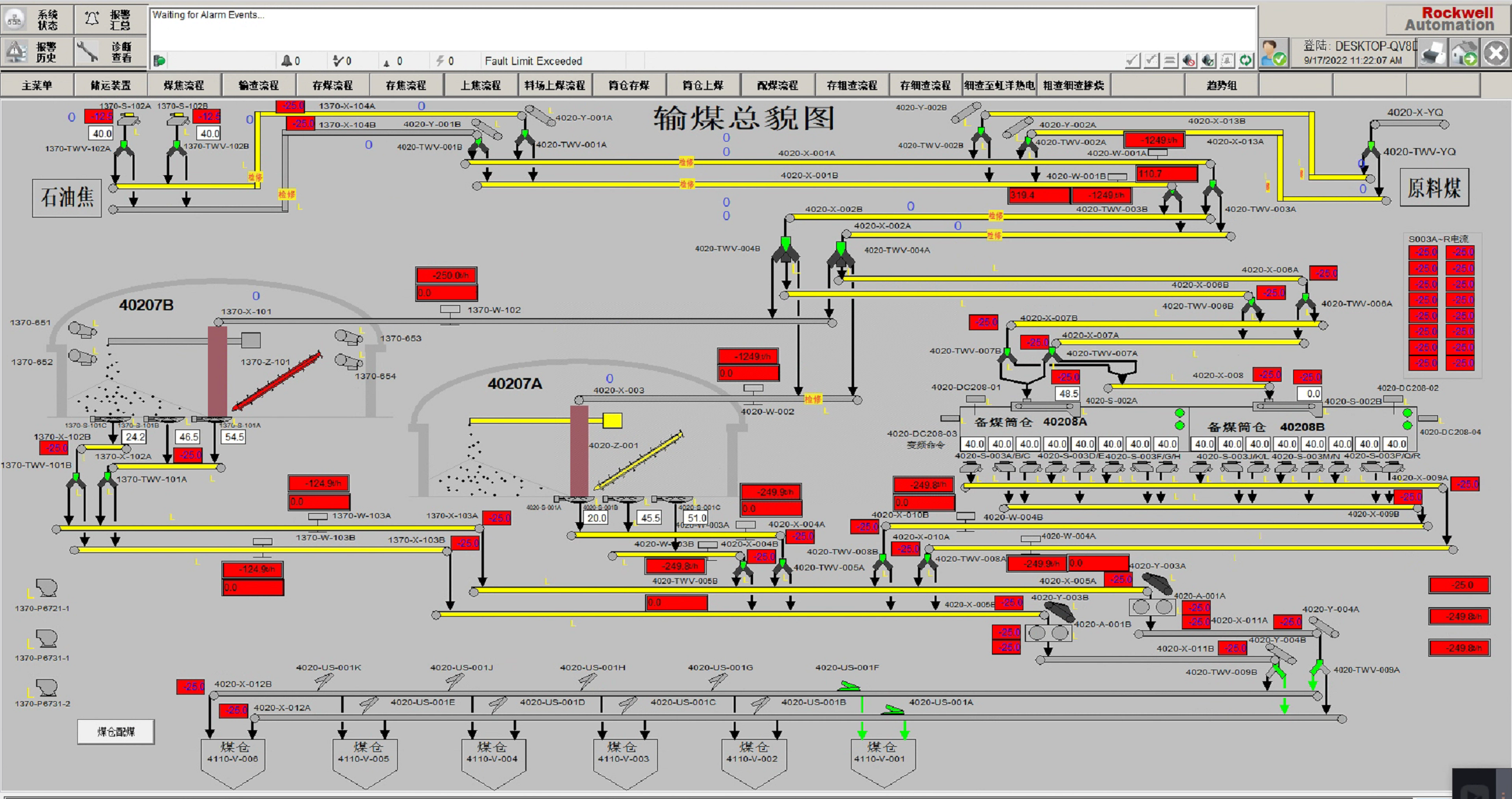
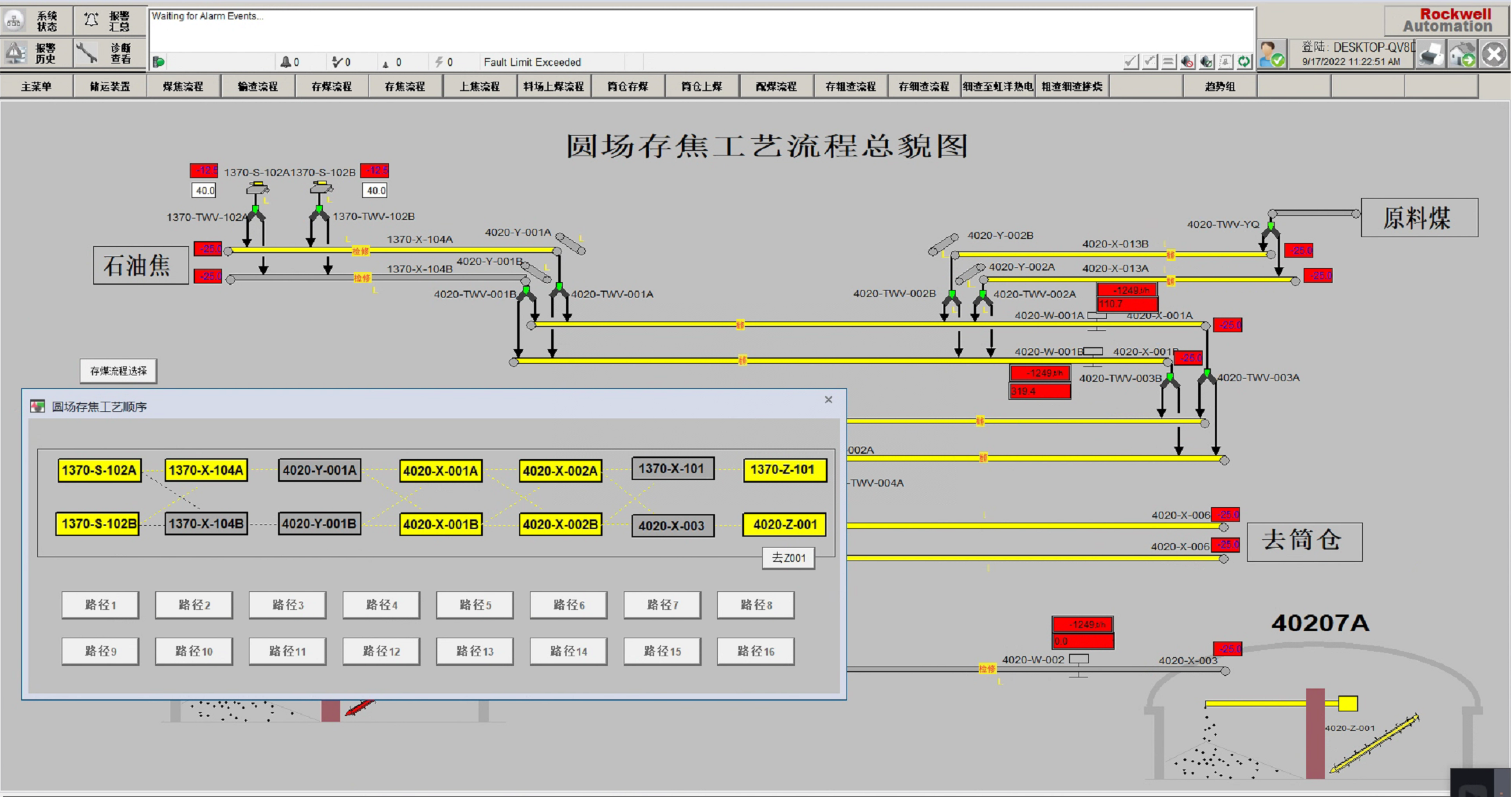
煤运 PLC 控制系统由 PLC 控制机柜和监控计算机等组成,设置在煤运 PLC 控制室,煤运系统由备煤系统与上煤系统两部分组成,该两部分设置一套 PLC 控制系统。其中,在输渣机柜室设置远程站,远程 I/O 通过光纤连接到 PLC 控制系统。
输渣 PLC 控制系统由 PLC 控制机柜和监控计算机等组成.输渣系统监控采用两地设置,一处设置在输渣变电所输渣 PLC 机柜间操作,一处设置在煤运变电所输煤 PLC 控制室操作。正常情况下操作人员根据工艺运行要求在煤运变电所输煤 PLC 控制室控制操作输渣系统运行,输渣变电所输渣 PLC 机柜间作为现场巡视和调试、检修等情况下的操作。
煤运 PLC 控制室设置两台煤运双屏操作站,1台输渣双屏操作站,1台煤运工程师站,1台打印机。
输渣PLC 控制室另设置一台输渣工程师站。